
Trong dây chuyền sản xuất tôn mạ kẽm và mạ màu liên tục, việc kiểm soát lực căng và hướng chạy của dải kim loại là yếu tố quyết định đến chất lượng bề mặt thành phẩm. Một thiết bị đóng vai trò then chốt nhưng ít khi được phân tích sâu chính là cụm rulo căng mạ màu.

1. Vai Trò Trục Căng Mạ Màu Trong Dây Chuyền Sản Xuất Tôn Thép
Trong các nhà máy sản xuất tôn thép quy mô lớn, vai trò trục căng mạ màu là cực kỳ quan trọng trong việc đảm bảo hệ thống vận hành liên tục nhờ các chức năng kỹ thuật cốt lõi sau:
- Duy trì lực căng ổn định (Tension Control): Trục căng thường phối hợp cùng các cụm truyền động kiểm soát lực, chẳng hạn như trục ma sát hoặc các cơ cấu ly hợp, để điều phối sức căng của dải kim loại khi đi qua trạm sơn và sấy. Quá trình kiểm soát này giúp ngăn ngừa hiện tượng chùng dải tôn – nguyên nhân hàng đầu dẫn đến lỗi lớp phủ sơn không đều màu hoặc loang lổ.
- Điều hướng dải tôn dọc trục: Đóng vai trò làm trục kéo tôn dẫn hướng, giúp dải kim loại luôn di chuyển đúng tâm lý thuyết của máy, hạn chế tối đa việc xô lệch biên sang hai bên trong suốt hành trình đi qua lò sấy nhiệt độ cao.
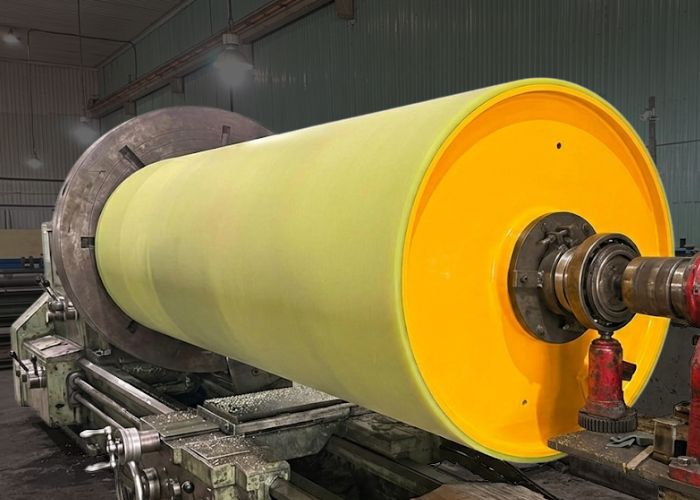
- Đáp ứng điều kiện vận hành khắc nghiệt: Trục phải quay liên tục ở vận tốc hàng trăm mét mỗi phút dưới áp lực nén và lực ma sát rất lớn. Do đó, kết cấu của lõi thép và vật liệu bọc bề mặt đòi hỏi những tính năng công nghệ đặc thù của nhóm trục ngành tôn chất lượng cao.

2. Vì Sao Trục Căng Mạ Màu Thường Được Bọc Nhựa PU Thay Vì Cao Su Thông Thường?
Nhiều nhà sản xuất tôn gặp khó khăn khi chọn vật liệu bọc trục: nếu bọc cao su quá cứng sẽ làm xước màng sơn mạ màu, ngược lại nếu bọc vật liệu quá mềm thì trục nhanh mòn và gây ra hiện tượng trượt băng tôn.
Để giải quyết vấn đề này, việc ứng dụng chất liệu Polyurethane (PU) làm lớp bọc cho các sản phẩm trục căng PU đã trở thành tiêu chuẩn phổ biến nhờ sở hữu các đặc tính cơ lý vượt trội:
- Tạo độ bám dính cao nhưng không mài mòn sơn: Nhựa Polyurethane (PU) sở hữu hệ số ma sát tự nhiên rất tốt. Đặc tính này giúp bề mặt rulo PU bám chặt vào dải tôn mạ để truyền lực kéo đồng tốc hoàn hảo. Việc triệt tiêu hoàn toàn hiện tượng trượt bù (slip) giữa dải tôn và bề mặt trục chính là chìa khóa giúp bảo vệ màng sơn nhạy cảm không bị ma sát làm mòn hoặc xước bề mặt.
- Độ đàn hồi phân tán lực tì đè hiệu quả: Nhựa PU dẻo có cấu trúc mạng phân tử đàn hồi cao. Khi ép vào dải tôn mạ màu, lớp vỏ ngoài của trục tự nén lún ở mức vi mô để phân tán đều áp lực trên diện tích tiếp xúc, tránh tình trạng dồn ứng suất cục bộ tại các điểm tì đè gây hằn vết trên tôn.
- Độ mịn bề mặt đạt chuẩn tuyệt đối: Sau khi được mài trên hệ thống máy mài CNC chuyên dụng, bề mặt rulo bọc cao su PU đạt độ nhẵn mịn cực cao. Độ hoàn thiện bề mặt tốt kết hợp với tính trơ hóa học của nhựa PU giúp dải tôn di chuyển êm ái, hoàn toàn không để lại vết sần hay làm bong tróc lớp sơn vừa đóng rắn.

3. Cách Khắc Phục Lỗi Lệch Băng Tôn Nhờ Độ Chính Xác Kỹ Thuật Của Rulo Căng
Hiện tượng lệch băng tôn khi vận hành ở tốc độ cao là sự cố thường gặp trong các nhà máy mạ kẽm, mạ màu. Khi dải tôn di chuyển lệch khỏi tâm máy, nó sẽ cọ xát vào thành vách thiết bị gây móp biên, rách dải và xước bề mặt sơn nghiêm trọng.
Để khắc phục hiện tượng này, quá trình gia công rulo căng mạ màu cần tập trung vào hai giải pháp kỹ thuật cốt lõi sau:
Kiểm soát chặt chẽ dung sai đồng tâm (TIR)
- Nguyên nhân gây lệch băng: Nếu rulo căng có độ đồng tâm kém (bị đảo trục khi quay), lực kéo tác động lên dải tôn sẽ không đều. Sự chênh lệch lực kéo giữa hai bên biên làm dải tôn có xu hướng chạy vẹo sang một bên có lực căng lớn hơn.
- Phương pháp khắc phục: Lớp vỏ bọc nhựa PU của trục phải được gia công mài trên hệ thống máy CNC chuyên dụng để kiểm soát chỉ số đảo trục (TIR) ở mức nhỏ nhất có thể. Khi rulo đạt độ đồng trục gần như hoàn hảo, lực kéo sẽ được phân bổ cân bằng 50-50 về hai phía biên, giữ dải tôn đi thẳng trên đúng quỹ đạo thiết kế.
Ứng dụng kỹ thuật mài biên dạng tang trống
- Nguyên lý tự căn tâm: Bề mặt rulo căng mạ màu thường được mài theo biên dạng tang trống (tạo độ cong nhẹ với đường kính phần giữa trục lớn hơn hai đầu một dải dung sai rất nhỏ, chỉ khoảng vài mươi micron).
- Hiệu quả vận hành: Khi dải tôn có xu hướng bị lệch biên, sự chênh lệch đường kính từ thiết kế tang trống này sẽ tạo ra một lực hướng tâm tự nhiên. Lực này tự động kéo dải tôn trở lại vị trí trung tâm của trục một cách êm ái mà không cần đến sự can thiệp thủ công từ hệ thống căn biên cơ học.
4. Năng Lực Gia Công Trục Ngành Tôn Thép Tiêu Chuẩn Tại Kiến Hiệp Roll
Với bề dày kinh nghiệm trong lĩnh vực cơ khí phụ trợ, Kiến Hiệp Roll hiện là đơn vị uy tín chuyên cung cấp giải pháp gia công và phục hồi hệ thống rulo, trục căng cho các nhà máy tôn thép:
- Hơn 20 năm kinh nghiệm thực tế: Hoạt động từ năm 2003, Kiến Hiệp Roll am hiểu sâu sắc các thông số kỹ thuật, điều kiện làm việc khắc nghiệt của hệ thống rulo căng, rulo ép, trục ma sát trong ngành tôn thép để đưa ra phương án gia công tối ưu nhất.
- Quy trình công nghệ Đài Loan khép kín: Từ khâu xử lý bề mặt lõi thép, phun keo liên kết chuyên dụng, đúc đổ khuôn PU nóng cho đến quy trình mài CNC hoàn thiện đều được thực hiện đồng bộ theo tiêu chuẩn kỹ thuật chuyển giao từ Đài Loan.
- Đảm bảo đúng tiến độ giao hàng: Thời gian sản xuất và gia công chế tạo mới hệ thống rulo PU dao động từ 10 – 15 ngày, cam kết bàn giao đúng tiến độ cam kết trên hợp đồng để không ảnh hưởng đến kế hoạch vận hành của nhà máy.
- Giải pháp phục hồi tiết kiệm chi phí: Bên cạnh việc chế tạo mới, phương án đúc bọc lại lớp nhựa PU trên cốt thép cũ là lựa chọn tối ưu, giúp doanh nghiệp tiết kiệm đến 50% chi phí vật tư. Bạn có thể tham khảo thêm tại dịch vụ Chế Tạo Trục Mới và Sửa Chữa để có thêm phương án cân đối ngân sách.
- Chính sách bảo hành kỹ thuật: Mọi sản phẩm xuất xưởng đều được áp dụng chế độ bảo hành chất lượng từ 03 đến 12 tháng tùy thuộc vào môi trường vận hành thực tế của từng nhà máy.
5. Nhận Tư Vấn Kỹ Thuật Và Báo Giá Gia Công Rulo Căng Mạ Màu
Để dây chuyền mạ màu vận hành ổn định, đạt năng suất cao và hạn chế tỷ lệ hàng lỗi, việc lựa chọn dòng trục căng chất lượng cao ngay từ đầu là giải pháp đầu tư thông minh. Ngoài ra, việc duy trì chế độ kiểm tra và bảo dưỡng định kỳ hệ thống rulo căng sẽ giúp doanh nghiệp phát hiện sớm các dấu hiệu hao mòn tự nhiên, tránh được các sự cố dừng máy đột ngột gây tổn thất kinh tế không đáng có.
Nếu quý doanh nghiệp đang tìm kiếm giải pháp tối ưu hệ thống trục kéo hoặc có nhu cầu gia công chế tạo, đắp bọc lại rulo căng theo thông số kỹ thuật riêng, hãy liên hệ với Kiến Hiệp Roll để được hỗ trợ tư vấn về độ cứng Shore phù hợp nhất.
CÔNG TY TNHH MTV XUẤT NHẬP KHẨU KIẾN HIỆP ROLL
- Địa chỉ nhà máy: Số 168, Đường số 3, Cụm Công Nghiệp Liên Hưng, Ấp Bình Tiền 2, Xã Đức Hòa, Tỉnh Tây Ninh, Việt Nam.
- Phòng Nghiệp vụ: 0902.233.436 (Ms. Mai)
- Email kienhiep304@gmail.com
- Website: kienhieproll.com



